
帶鋸機的保養與維修--帶鋸機的磨損和(hé)潤滑
文章出處:瑞福祥帶鋸(jù)機廠家 人氣:發(fā)表時間:2019-06-22 10:15:11
[導讀]:帶鋸機的(de)磨損和(hé)潤滑 磨損及(jí)影響(xiǎng)磨(mó)損的因素 兩個相(xiàng)對運動的物體,在摩擦力的作用下,其表(biǎo)麵的物(wù)質不 斷損失,表麵(miàn)尺寸和幾何形狀發生變化,重量(liàng)減輕,這種現象叫(jiào) 做磨損。例如,長期使
帶鋸機的磨(mó)損和潤滑
磨損及影響磨損的因素
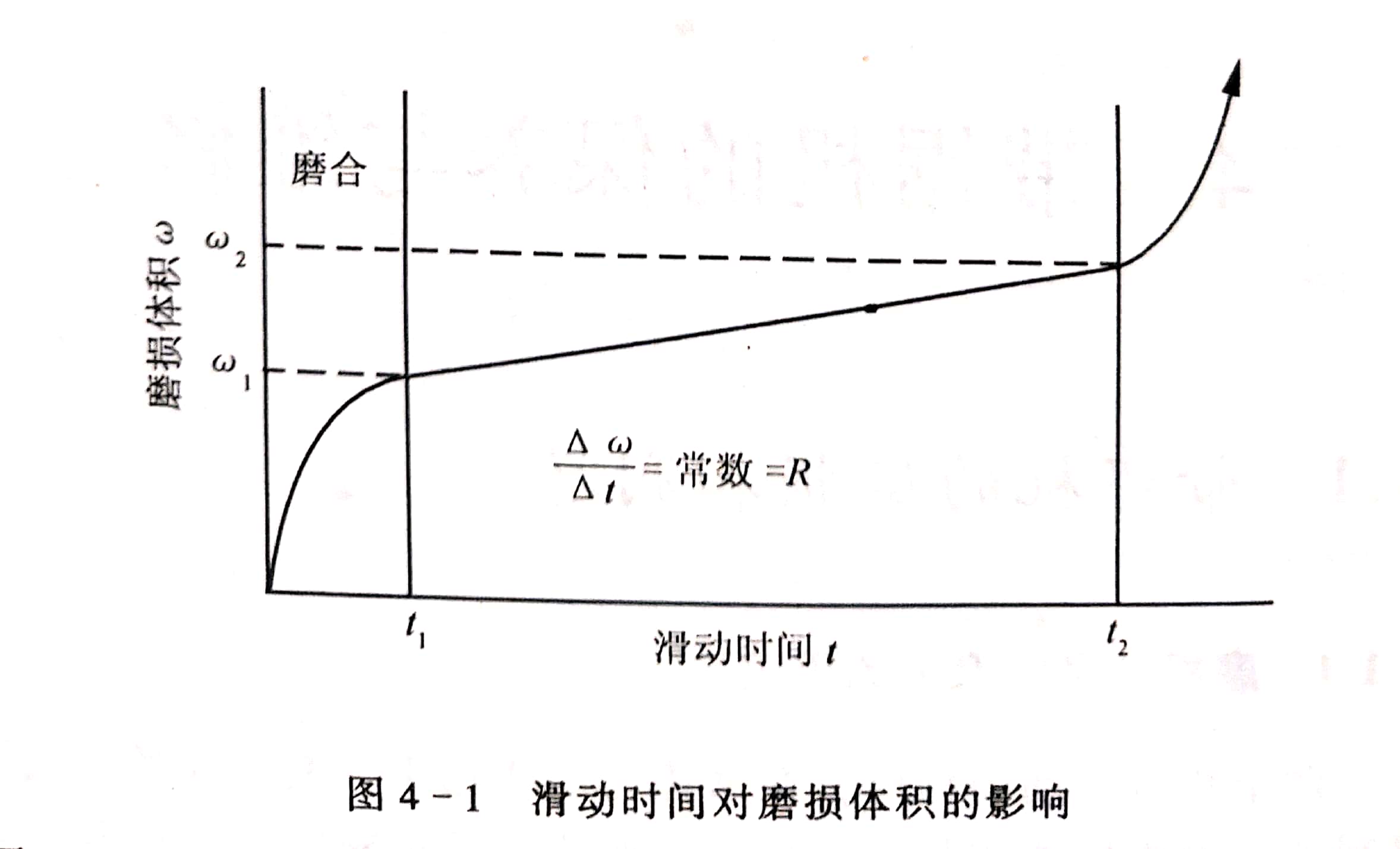
兩個相對運動的物體,在摩(mó)擦力的作用下,其表麵的物質不斷損(sǔn)失,表麵尺寸和幾何形狀發生變化,重量減輕,這種現象叫做磨損。例如,長期使用過的鋸輪表麵層尺寸的減少,升降導軌幾何形狀的改(gǎi)變,這些現象都是磨損。磨損常以磨損(sǔn)率來表示,磨損率可定義為經初始(shǐ)“磨合期”後磨損體積的變(biàn)化率(lǜ)R(圖(tú)4-1)。磨損率可用下式求得
R
W2.(em/s)
式中:W2一磨(mó)損後體積,cm;
W1——磨損前體積,cm;
磨損後時間,s;
1一磨損前時間,s
影響磨(mó)損的因素很多,主要有工作(zuò)時間t、載荷P、溫(wēn)度B、速度。油(yóu)膜厚度b等。
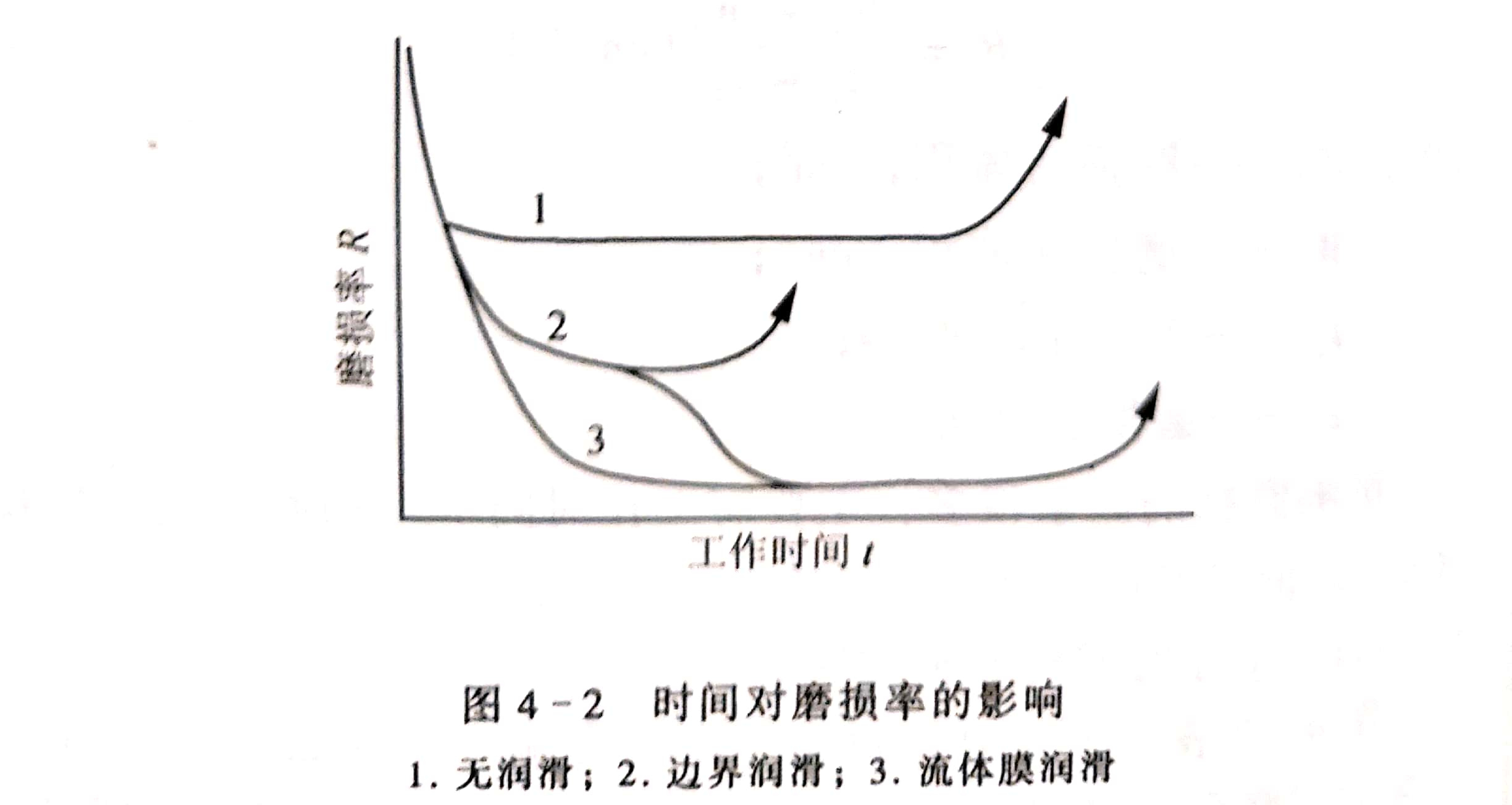
工作時間對磨(mó)損的影響
圖4-2表示工作時間對磨(mó)損率的影響。一開始出現磨損率很高的“磨合”。隨著麵積增大和表麵粗糙度降低,磨損率降低到一定值。經過一定(dìng)時期的工作後,磨損率提高(gāo)。這種轉變可歸因於多(duō)處原因,例(lì)如磨損類型(xíng)的變化,表麵溫度升高到臨界值或(huò)潤滑(huá)劑汙染。還應指出,這時可能從邊界潤滑轉(zhuǎn)到流體(tǐ)膜潤滑,這是表麵逐漸拋光的結果。如圖4-2所示,在不同的潤滑狀態下,磨損率(lǜ)相差很大。邊界潤滑的磨損(sǔn)率可能是流體潤滑的磨損率的105倍。無潤滑的(de)磨損率可能是邊界潤滑磨損率的10°倍。
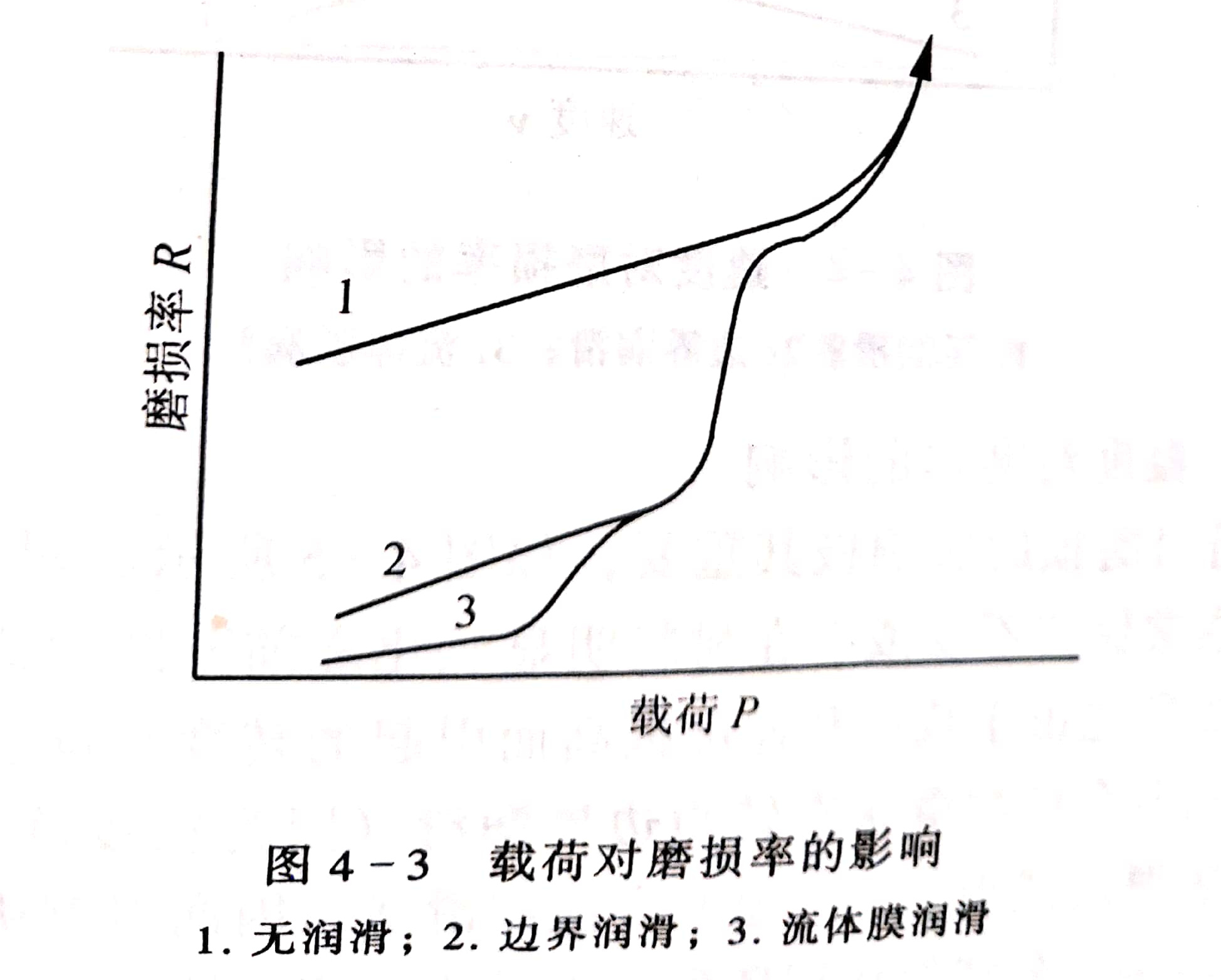
載荷對(duì)磨損的(de)影(yǐng)響(xiǎng)
隨著載荷(圖4-3)的提高,無潤滑的磨損率也將提高。最後達到磨損(sǔn)率急劇提高的一點。這種提高通常是由於產生(shēng)的高(gāo)溫使材料軟化或者是由於(yú)防(fáng)止表麵損傷和磨損的表麵膜(通(tōng)常為氧化膜)破裂所(suǒ)致。當載荷提高到它使溫度升高(和潤滑劑失效)時,或者載荷過高而使變形磨損(sǔn)加劇時,邊界潤滑的磨損率不斷(duàn)提高或(huò)保持不變。在非常低的速度下,提高載荷最(zuì)後使(shǐ)材料在接觸處發生變形。流體膜潤滑的磨損率(lǜ)很低或可忽略不計,除非載荷足夠高,以致油膜厚度減小而轉為邊界潤滑。
下一篇:帶鋸機速度對磨損的影響 上一篇:提高技術操作水平,保證鋸割質量
相關文章





您可能還會喜歡
- 造成木工帶鋸機鋸條斷裂的原因有哪些?
- 如何安全的操(cāo)作臥(wò)式木工帶鋸機(jī)?
- 影響木工數控帶鋸使(shǐ)用壽命的五個因素
- 瑞福(fú)祥木工帶鋸機的維護(hù)保(bǎo)養
- 瑞福祥木(mù)工帶鋸機安裝或(huò)更換鋸條的方法
- 瑞福祥木工帶鋸機有什麽特點?
- 廠家解答:導致帶鋸機(jī)跑條的原(yuán)因是什(shí)麽
- 帶鋸(jù)出現鋸路彎曲的主要原因
- 鋸木機使用後該怎(zěn)樣(yàng)來進(jìn)行保養呢?
- 自動跑車木工帶鋸電鋸開動後要注意的事
最新(xīn)資(zī)訊文章
- 什麽會影響磨刀機(jī)的鋒利度
- 瑞福祥臥式木工帶鋸機操作(zuò)方法詳細(xì)介紹
- 木(mù)工帶(dài)鋸(jù)機長期存放要求
- 木工帶鋸機的(de)安全操(cāo)作規程
- 木工(gōng)帶鋸機的交易事項
- 帶(dài)鋸機帶鋸條的形(xíng)狀有哪些重(chóng)要(yào)性?
- 木工帶鋸機的安全(quán)技術操作規程有哪些?
- 自動(dòng)跑車木工帶鋸電鋸開動後要注意的事(shì)
- 使用瑞福祥鋸木機要遵守哪些規(guī)範?
- 瑞福祥木工帶鋸機使用前的調試工作
- 廠家解答:導致帶鋸機(jī)跑條的原因是什麽
- 瑞福祥木工帶鋸機(jī)在輸入與輸出方麵具體
- 帶(dài)鋸機長期存放注(zhù)意要點
- 影響木工數控帶鋸使用壽命的五個因素(sù)
 在線谘詢
在線谘詢 聯係電話:0319-7586199
聯係電話:0319-7586199 在線留言
在線留言 二維碼
二維碼